
 发布时间:2017-11-27
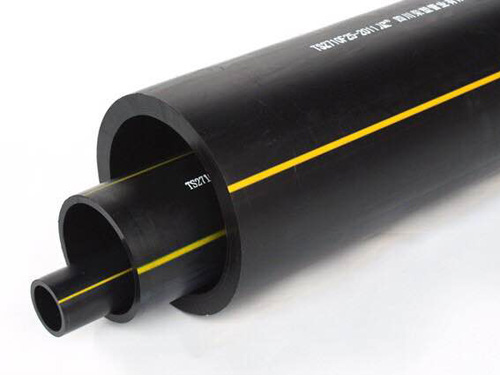
发布时间:2017-11-27PE给水管的管坯被挤出口模时,温度还很高。为了使管材获得较低的粗糙度、正确的尺寸和几何形状,所以,管坯离开口模时 立即定径和冷却。PE给水管一般均采用内压外定径的方法,管内通压缩空气使管材外表面紧贴定径套内壁定型并保持 圆度,一般压缩空气压力范围在0.02~0.05Mpa,压力要求稳定,可设置一贮气缸使压缩空气压力稳定。压力过小,管材不圆,压力过大,一是气塞易损坏造成漏气,二是易冷却芯模,影响管材质量,压力忽大忽小,管材形成竹节状。若采用真空法定径,其真空度约为0.035~0.070Mpa。
在生产过程中,由于PE给水管是热敏性材料,即使加入热稳定剂也只能是提高分解温度,延长稳定时间而不可能不出现分解,这要求PE给水管的成型加工温度应严格控制。因此,挤出温度应根据配方、挤出机特性、机头结构、螺杆转速、测温点位置、测温仪器的误差及测温点 等因素确定。
PE给水管出现水锤现象的 主要原因可能还是因为在PE给水管的内部存有一部分的空气,这些空气没有能够 的清楚,加上PE给水管的内部是高低不平的构造,尤其是在比较高的位置是很容易出现空气的,当里面的空气受到压力的冲击,体积会变得很小,但内压是会增强的很快,这直接导致了水锤现象的发生。
PE给水管待焊管材检测和焊接方法:
1、PE给水管道热熔连接、电熔连接焊口接头质量、实用的检测方法和合格判定也是目前PE给水管道施工的一个瓶颈。在电熔连接方面,仅靠 终电熔管件上观察孔的顶出与否来判断焊接的质量是不 也是不确切的,观察孔仅作为判断焊接效果的一个依据,电熔焊接接头的 终质量 主要还是靠操作过程中严格的控制。所以 出聚乙烯(PE)压力管道接头质量、实用检测方法,对工程质量具有重要意义。以热熔连接为例,目前的检测方法是以目测焊口焊环的外观来检验其质量,虽然有些问题可以通过焊环的外观发现,但有些内在的问题则无法从表面体现,"假焊"的外观与合格外观相差无几,但长期强度无法,哈尔滨燃气公司曾发生因PE给水管熔口熔接形成"假焊",其他管线施工时破坏了燃气管道地基,燃气管道在不平衡外力作用下,被挤压开裂造成重大泄露事故。
2、PE待焊管材管件端面是否清洁,如存在杂质, 终熔接的效果肯定受到影响;氧化层的刮除,不刮除或是刮除程度不够很可能会引起熔接的失败;电熔管件与待焊管材或管件的组装是否正确也会影响 终焊接的质量。此外,焊接前电熔管件的贮存条件是否符合标准以及焊接后冷却的过程是否得当等都是影响 终焊接质量的因素。而在国内这些方面进行规范和 的施工技术配套则落后于PE给水管发展应用的速度,从而 程度上制约了PE给水管道的推广应用。因此,对工程技术人员以及施工人员进行 培训,逐步实现持证上岗是使PE给水管道施工走向正规和良好发展的 途径。
3、PE给水管道连接施工而言,虽然操作简单容易掌握,但无论热熔连接和电熔连接的操作过程都 严格控制操作步骤,也是操作的过程控制,而并非单一的靠 终焊口来对接头质量进行合格的判定。比如待焊端面的铣削,如何保持端面的清洁以及 终焊口的冷却过程及时间等细节问题,这些问题被忽视可能从 终的焊口上无法表现出来,但焊口的内在性能无法。因此焊接工艺和操作规程的正确 执行至关重要,并且和焊接设备性能的稳定和操作人员的责任心紧密相关。在电熔连接方面,仅靠对电熔管件输放电压的稳定和焊接时间的准确是不够的。
推荐产品
Product

 当前位置:
当前位置: